深圳市超劲工业设备有限公司 自动化流水线|电子电器生产线|倍速链总装线|测试线老化线
13570820781

2024-06-30 06:11:02
自动化总装线有以下步骤:1.先确定节拍时间:不论何种制品,皆在其必须完成的恰好时间内制造。2.单位流程:只针对一项产品,进行单位配件的搬运、装配、加工及素材的领取。3.先导器:制作以目视即能了解节拍时间的装置。4.U字型生产线:将设备依工程顺序逆时针排列,并由一人负责出口及入口。5.AB控制:只有当后工程无产品,而前工程有产品的情形,才进行工程。6.灯号:传达生产线流程中产品异状的装置。7.后工程领取:生产线的产品要因应后工程的需求。我们的总装线具有灵活性,可根据客户需求进行定制和调整。深圳总装线工艺

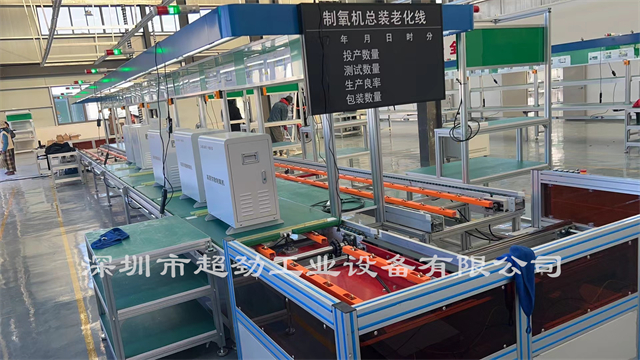
电子电器总装线是将电子电器产品各个部件组装起来的生产线。根据不同的需求差异,电子电器总装线可以操控及多功能于每个工作单元,实现流水作业方式的系统集成应用。电子电器总装线应用于家电、电子、电器、机械、食品、注塑、邮电、印刷、食品等各行各业,物件的组装、检测、调试、包装及运输等。在电子电器总装线的生产过程中,可以采用倍速链生产线配置升降机接送实现双层和多层输送,达到既输送又储存的目的。同时,生产线配置直角移栽机,可作平面转向输送,可以使工装板在一个平面4框内循环输送、循环使用不下线体。在电子电器总装线的生产过程中,生产效率非常重要。低效的生产不仅是对制造业的一种犯罪,也是对员工的摧残。因此,企业需要不断改进生产流程,优化工厂布局,实施精益制造,提高生产效率。深圳总装线售价通过总装线,您可以实现生产过程的自动化记录和报告,提高生产线管理的效率。

洗衣机总装线由内饰线、底盘线、外饰线、门线、检测线、淋雨线等部分组成。其中,内饰线包括双向可升降大平板、工位高度自由升降等设备,以实现多平台柔性化生产;底盘线则采用现代化EMS+VAC机运设备,精确同步实现车身和底盘的拼装;外饰线则包括电机、气缸等设备,用于将工装板和物料顶起;门线用于对洗衣机进行包装和运输;检测线用于对洗衣机进行检测和质量控制;淋雨线则用于对洗衣机进行防水处理。这些部分相互协作,共同完成洗衣机的总装过程。
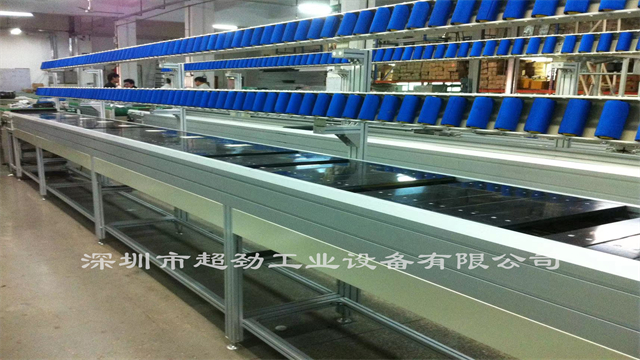
链板总装线是电子设备制造过程中常见的一种生产线。它采用倍速链输送方式,具有灵活、多样化的设计和多功能的特性。倍速链装配线常用的规格的链条和机身,市场上一般都有现货,制作周期较短。深圳市超劲工业设备有限公司提供总装线、倍速链流水线、不锈钢网带链板流水线、隧道炉烘干流水线等产品和服务。链板总装线的规格和配置可以根据实际需要进行定制,例如适用工装板的尺寸、导轨和输送链条的型号等。深圳市超劲工业设备有限公司是一家集工业自动化设备,输送机、智能物流输送线、餐盘回收线等系列非标准机电成套设备及配件的开发、制造的专业企业。本公司有着丰富的设计、制作、安装经验,在同行业中,产品质量、售后服务一直深受广大客户的好评,在为客户制作工艺方案,解决复杂工艺流程,有着独特之处,为客户节约了时间、人力、物力,提高了工作效率,真正达到双方共赢。我们的总装线具有简单易用的界面和操作,降低了培训成本和时间。

电子厂总装流水线操作规章制度要求:1.应由持上岗证人员开机; 2.开机前,应检查流道是否畅通,不得有杂物阻挡; 3.定期调整保持皮带的松紧度; 4.按下配电箱上的电源按钮,打开调速器开关,调整输送速度,以满足生产需要; 5.打开相应工位上的照明灯开关; 6.工作中,应及时调整运行速度,以适应操作需要,如发生紧急情况,应按急停按钮或电源总开关,进行检修合格后,才能重新启动; 7.注意当电源电压过高、过低或缺相时,不能启动流水线; 8.停机后,应关闭各功能按钮,关闭电源总开关; 9.做好设备的清洁和维护保养工作。总装线的智能化控制系统能够自动监测和调整生产过程,确保高效稳定的运行。深圳总装线售价
通过总装线,您可以实现生产过程的可视化管理,及时了解生产状态和进展。深圳总装线工艺
总装线的装配工作:在线体的每个工位设有一脚踏阀,停止器动作由脚踏阀控制,总装线进行装配工作时,停止器挡住托盘不能前进,装配工作完成后,停止器落下,托盘进入下一道工序,当S1检测到托盘时,停止器动作,放行托盘,托盘进入升降工作台;总装线用于动力总成和左右半轴、前梁合装。线体采用积放式机动辊道输送,分上下两层,上层是装配工位,下层供空托盘返回,线体两端采用升降工作台,用于托盘在上下层之间的转运;本设备的主要部件有:驱动站、骨架、辊子、升降工作台、地坑盖板、托盘、停止器、电控系统等组成;需装入的大件主要有线束总成、扬声器、收放机、继电器、安全气囊及饰板等。总装线分装采用地面小车形式,板可以在小车上回转,便于完成所有分装工作,小车采用活动角轮,并在万向轮上设置制动机构便于装配时可以固定小车,以保证装配质量。深圳总装线工艺